Introduction
Cast aluminumparts are experiencing an increasing interest for the use as structural components. The standardized and reproducible characterization of the energy absorption capability of novel ductile cast alloys is necessary to be able to quantify and determine their operational applicability. However, energy absorption is always defined as an interaction between the material and the geometry. Very often the geometry of the finished component is not suitable for characterization, since effects can occur which are owed rather to the geometry than the material. Therefore, LKR has developed a cast aluminum pipe as a macroscopic test geometry with the potential to characterize aluminum cast alloys experimentally as well as numerically on coupon and component level.
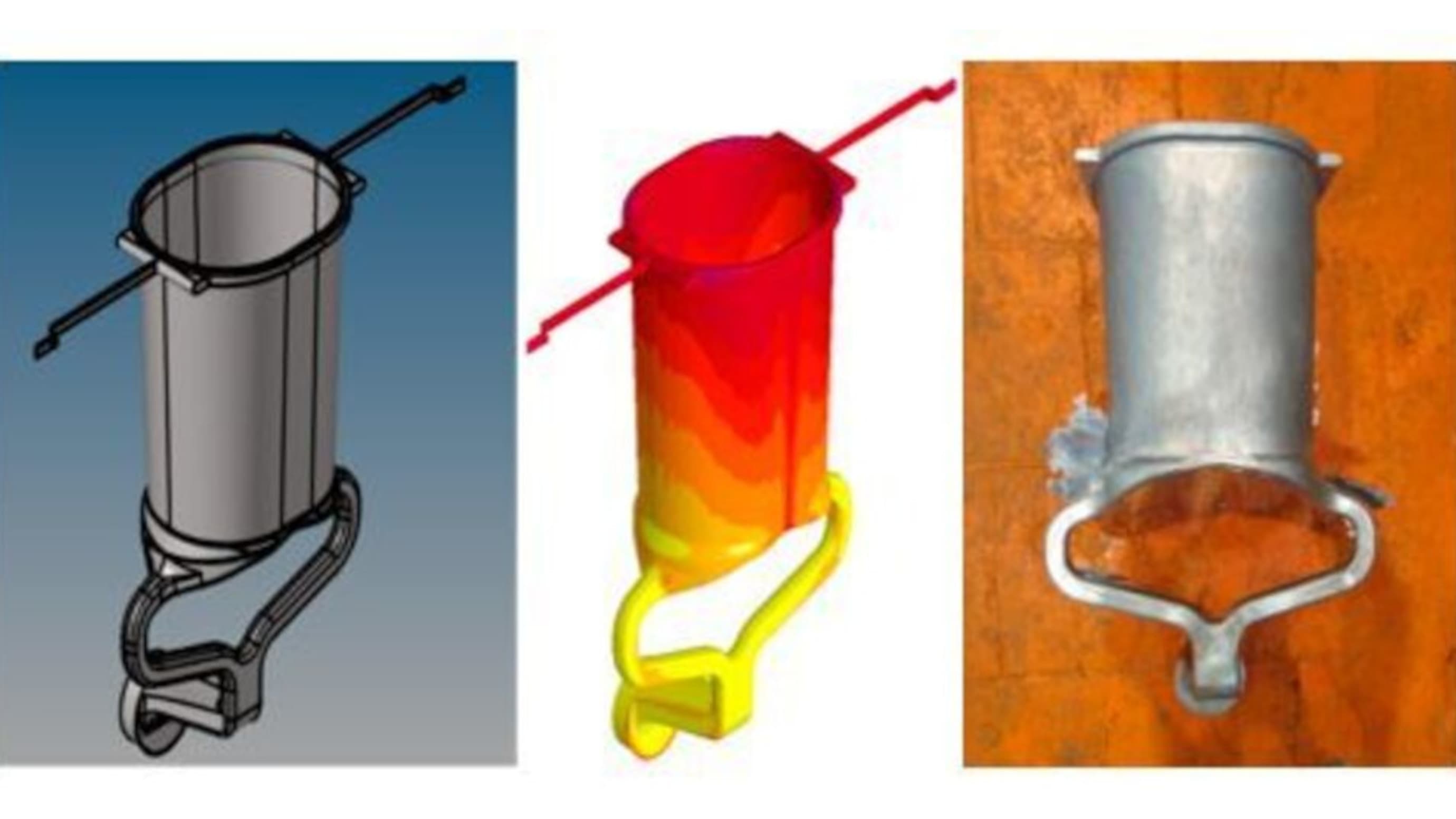
Based on structural mechanical simulations the geometric design of the cast pipe was determined with regard to the sampling for material properties and the characterization of the crash behavior (see Figure 1).
In addition to its geometric properties, the castability was also investigated using filling and solidification simulations. The final design of the cast pipe is shown in Figure 2.
Casting
In a first step the research activities were aiming at the implementation of the test geometry on the fully automated HPDC cell available at LKR (see Figure 3). Casting tests were focusing on the mold filling behavior through several iteration loops to determine the corresponding pouring curve for optimal quality. To further optimize the process, the vacuum unit was added, featuring its advantages in terms of component quality and failure mechanism of the cast parts.
During the casting trials, various aluminum alloys were successfully produced and further subjected to heat treatment. These casting trials served to verify the suitability of the overall concept and to establish a benchmark for the material properties of existing alloys.
Experimental Characterization
Following the trials on the HPDC machine the cast pipes were characterized experimentally.
In order to determine the plasticity and fracture behaviour, an experimental testing program was carried out including different specimen tests corresponding to different stress triaxialities, e.g. uniaxial tension, shear and plane strain tension (see Figure 4).
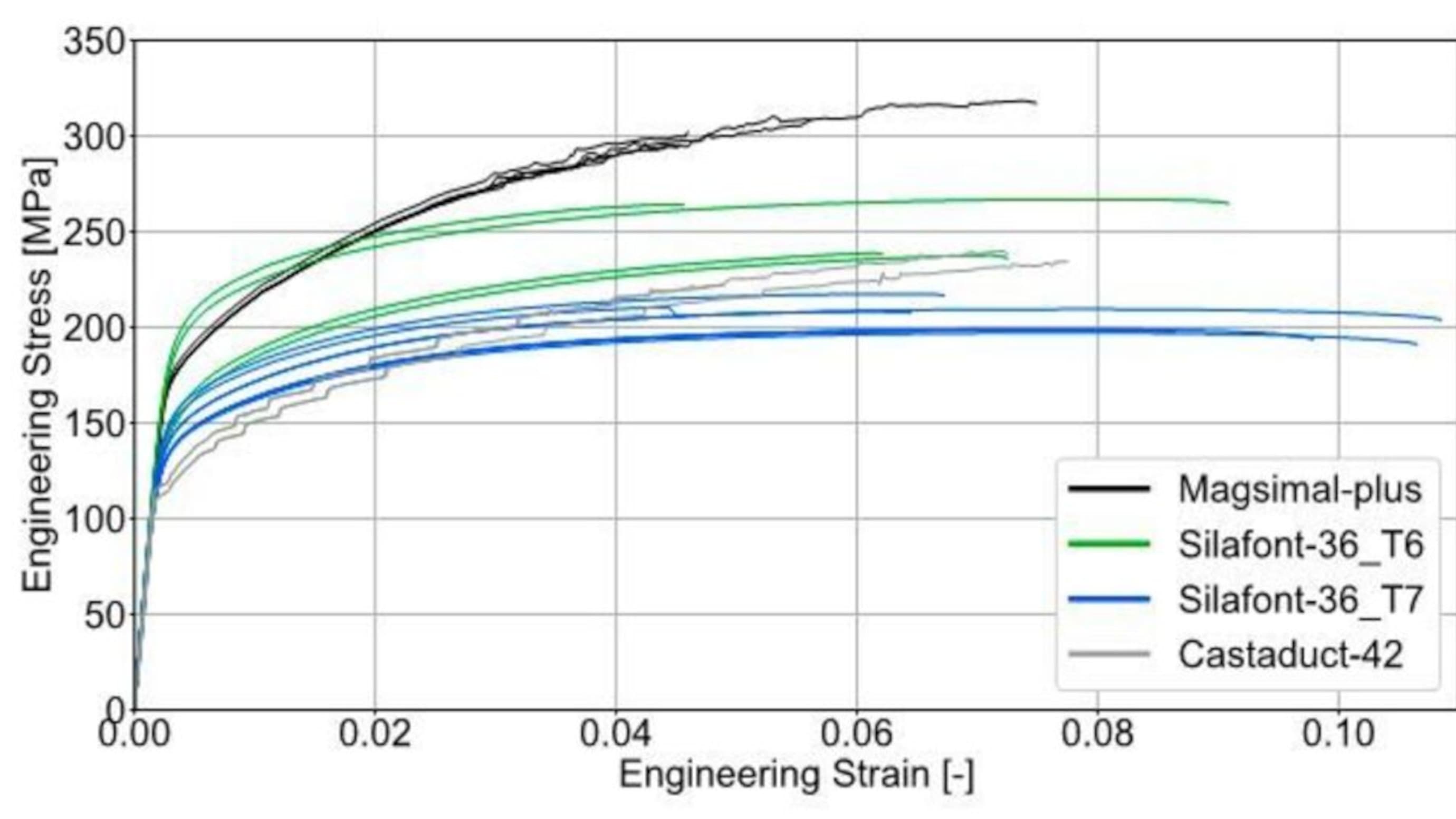
The uniaxial tensile test data of three cast alloys (Magsimal-plus, Silafont-36 and Castaduct-42) are shown in Figure 5. Magsimal-plus shows almost no scatter in hardening, whereas Castaduct-42 shows mild and Silafont-36 significant scatter. This scatter is an indication of the heterogeneity of the material resulting from porosity.
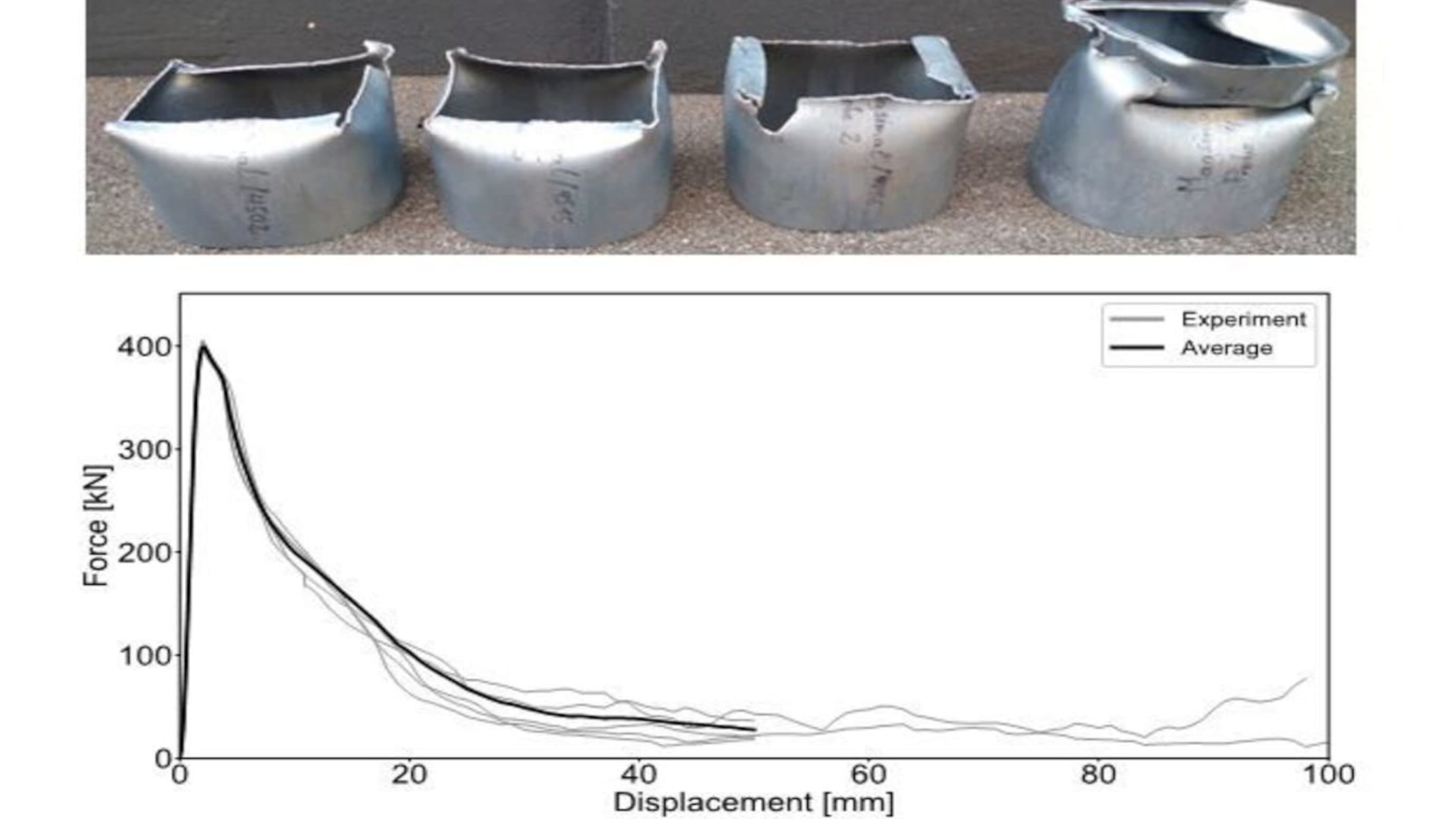
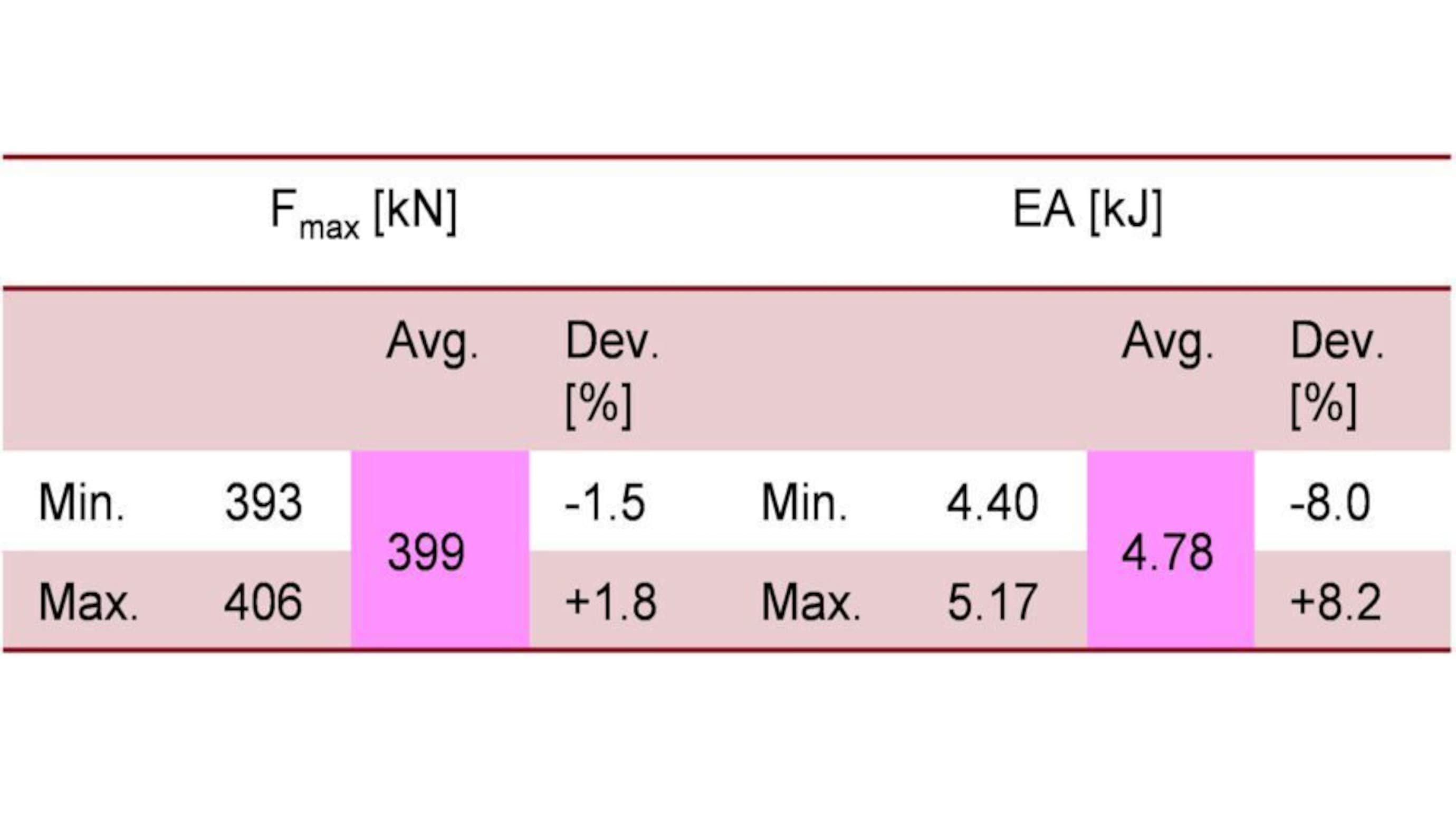
The characterization of the fracture behaviour of an alloy involves a large number of coupon tests. Since Magsimal-plus shows the highest strength and therefore high potential for energy absorption, it was chosen to be examined in more detail. Its crashworthiness at component level was then investigated by quasi-static crush tests of the cast pipes (see Figure 6 top), showing no significant scatter (see Figure 6 bottom and Table 1). The results proof that the cast pipe geometry is suitable to describe the energy absorption behavior of Magsimal-plus.
Numerical Characterization
The experimental coupon test results were used as a basis for obtaining a valid material model for the numerical characterization focusing on the prediction of the energy absorption behavior of cast alloys in the future. To represent the peculiarities of the casting process, it is best practice to use the same cast part for the coupon and the component tests.
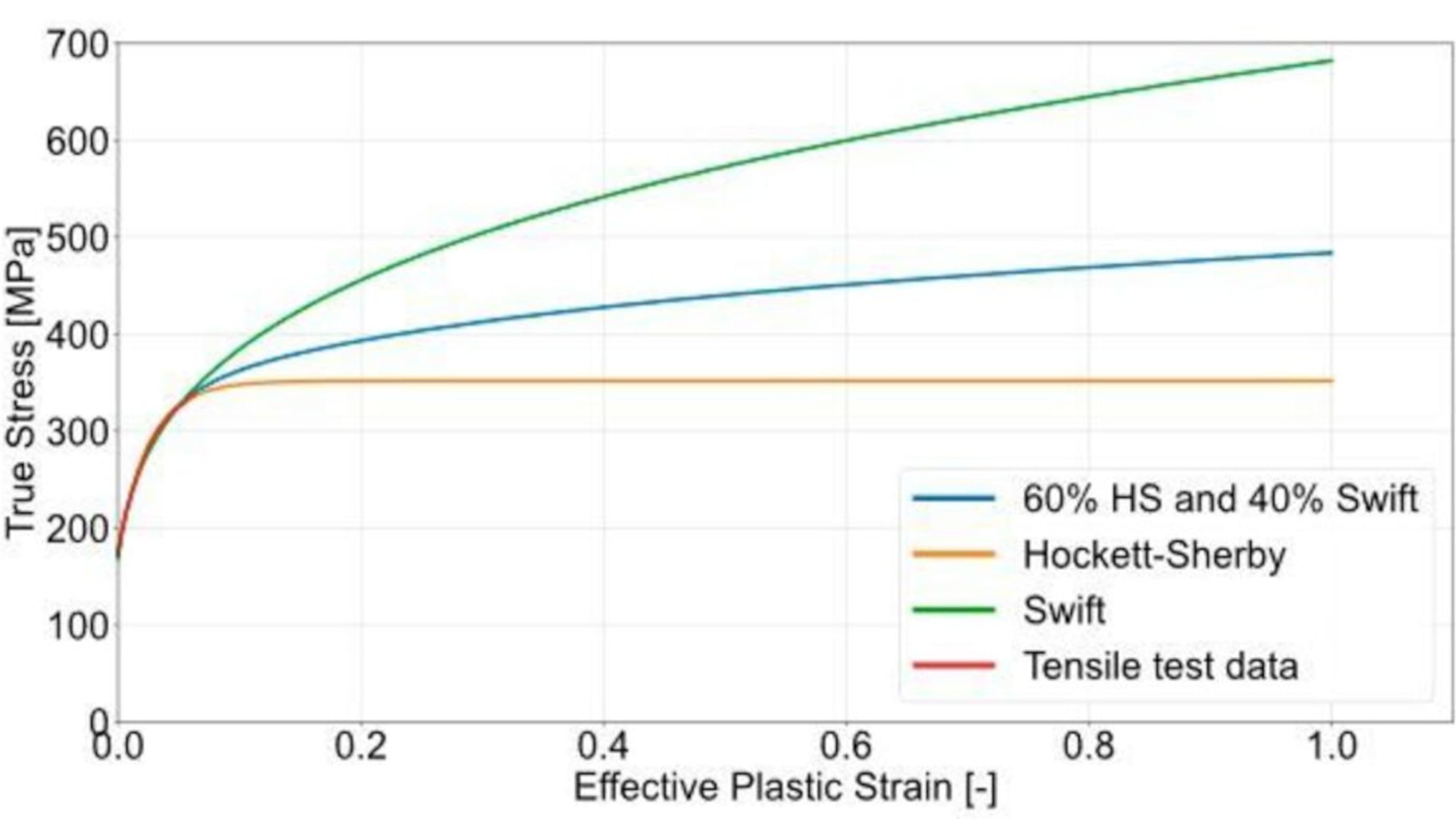
A material model for a numerical simulation contains plasticity as well as fracture behavior. The plasticity behavior was modelled with the isotropic Hershey model. The hardening curve was obtained from the uniaxial tension test in combination with an iterative inverse identification approach (see Figure 7).
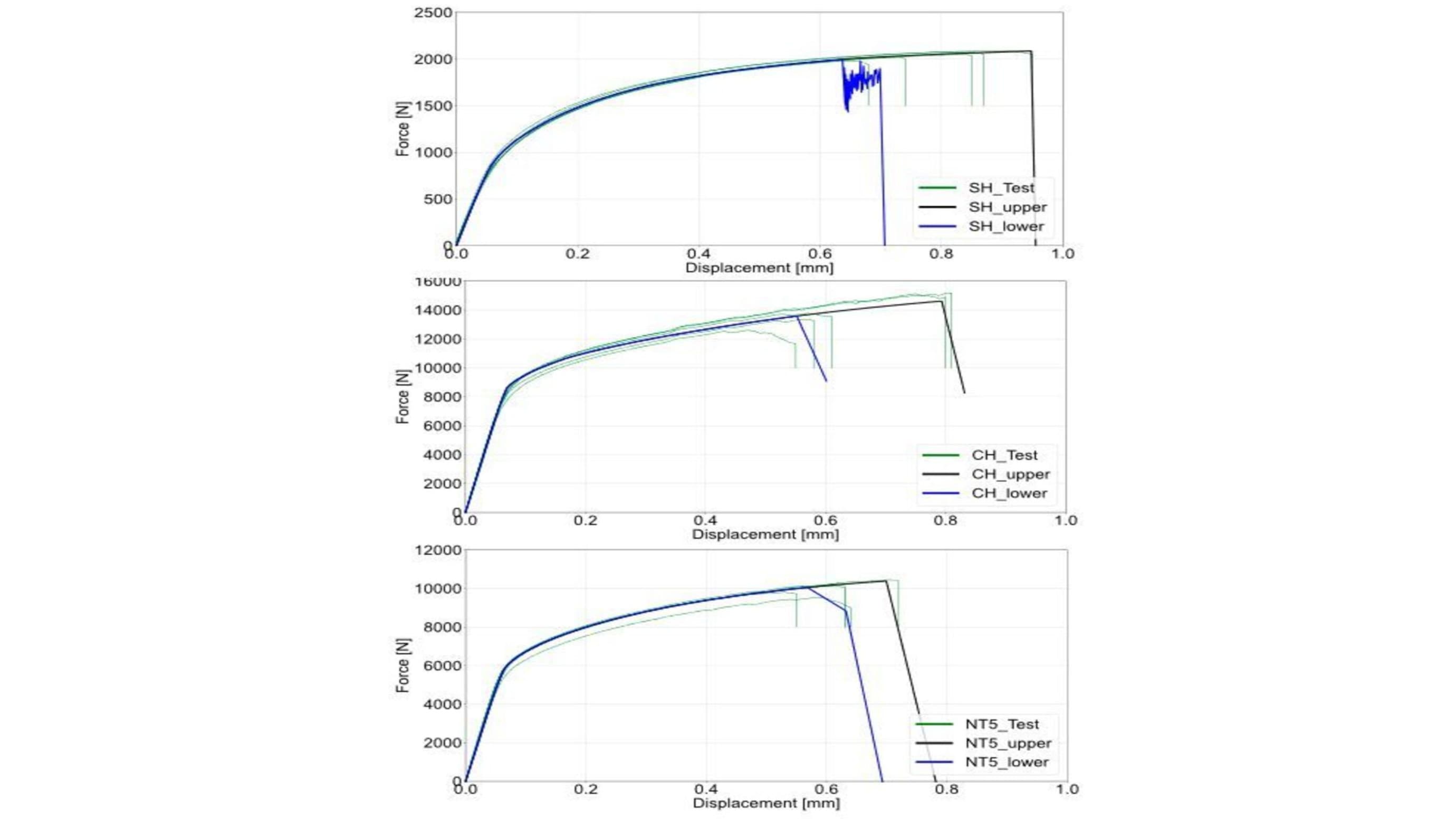
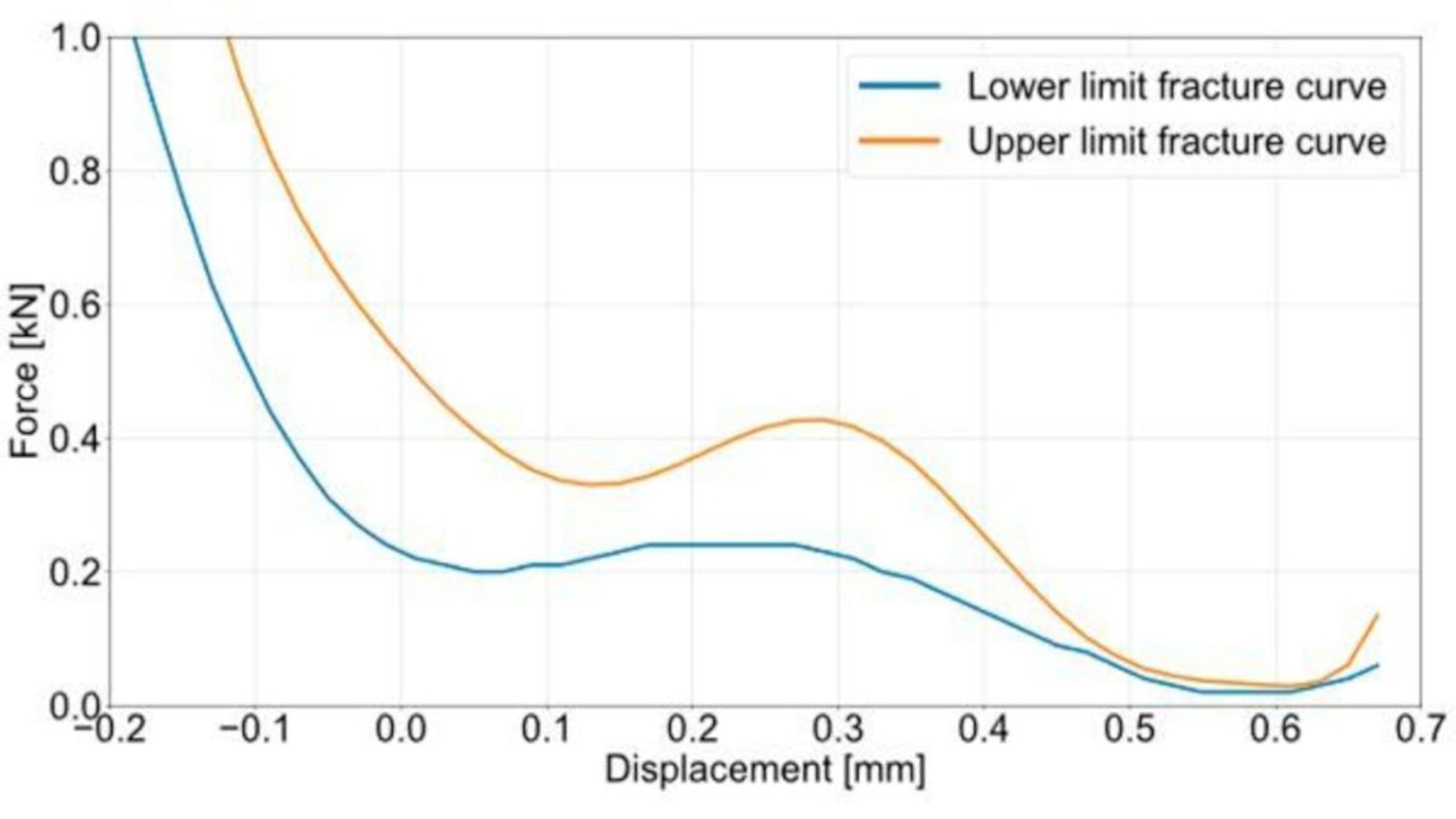
The material failure (fracture) was modelled with GISSMO (Generalized Incremental Stress State dependent damage Model) in combination with the Xue-Wierzbicki fracture criteria, an approach commonly used for wrought aluminum alloys. The calibration of the material model involves shear and notched tensile tests besides the flat tensile tests, which showed large scatter (see Figure 8). In order to address this scatter behaviour, two fracture curves (upper bound and lower bound) were calibrated (see Figure 9) following a hybrid experimental-numerical approach.
Based on the calibrated material model the FE component simulations of the crush tests were carried out in LS-DYNA. The cast pipe was modelled once with shell elements and once with solid elements (see Figure 10). Although the shell element approach is more time efficient due to less computational effort, the solid element approach is the more desirable one, since it gives more accurate results and more detailed information on the formation of folds. As expected, in the present case it showed a more realistic deformation behavior compared to the shell model.
Although the shell model predicted the maximum force before the collapse of the cast pipe more accurately, the overall prediction of the solid model curve was closer to the experiments (see Figure 11).
At the beginning both simulation curves follow the trend of the experiment and represent the maximum force well. After this point the experimental curve decreases because the fracture has already occurred. In contrast, however, the shell model curve oscillates, indicating the formation of folds, but no fracture. The solid model curve seems to show neither the formation of folds nor fracture. Since for both models there is no material failure occurring, the cast pipe still carries a high load. This is an indication that the standard fracture characterization routine for wrought alloys is not suitable for cast alloys and that the applied fracture model must be adjusted.
Conclusion
On the one hand the cast pipe geometry allows for a reproducible characterization of the crush capability of cast alloys at the component level with minimum geometrical influence. On the other hand, it enables experimental characterization of material behavior at coupon level, which is necessary for the calibration of a material model for numerical simulation.
The chosen plasticity model shows good overall results in terms of validating the maximum force and the first part of the force displacement curve. However, the state-of-the-art deterministic damage and fracture models are not capable of capturing the scattered material behavior observed in the coupon tests. Since there are inhomogeneities of the material, which are an inherent peculiarity of cast components (entrapped air, oxides etc.), the standard model mostly used for wrought alloys needs adjusting to fit the casting process. At LKR, there are already existing developments to enhance the GISSMO model with a statistical extension to be used for future investigations.